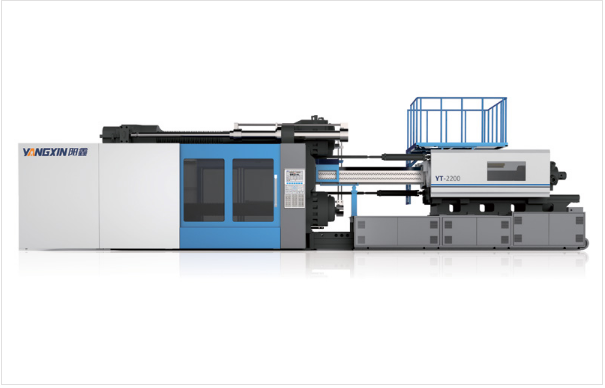
高效节能,精准快速

用更低的投资成本,以贴近实际应用为研发方向,打造只需更少生产空间的两板机。
更节省
◆ 二板式结构,缩短机器长度,节省厂房空间20~25%;
◆ 快速开关模油压缸与高压锁模油压缸各自独立,减少液压油用量50%。
机构更坚固
◆ FEA设计高箱形模板结构,模板变形量少;
◆ 独立式锁模缸,非与机壁一体铸造,无铸件砂孔漏油问题;
◆ 非机构式调模,零件少,故障少;
◆ 有强力开模之设计,开模力约9%闭模力。
生产更快速
◆ 二板式油压锁模结构更换模具快速,可边开模边顶出,节省成型周期;
◆ 支柱与油缸活塞分离不接触,活动机壁移动不影响活塞移动,可在开关模快速过程中完成高压锁模半合螺母对牙之程序,降低CYLCE TIME。
◆ 高压锁模半合螺母对牙时,仅移动高压锁模活塞及半合螺母,重量较轻,操作时间较短。二板式油压锁模结构更换模具快速,可边开模边顶出,节省成型周期;
更精准
◆ 以两支对角位置的油缸移动快速开关模,并配合动模板下方加长滑脚支撑,使活动模板移动更平稳,开关模定位更精准;
◆ 活动模板采用线性滑轨,运动更平稳,效率更高。
更弹性
◆ 可配合客户需求加大模厚及开模行程,适合深桶形模具;
◆ 可配合客户需求加大模板尺寸与柱内距,适合大型模具;
◆ 可配合客户需求作射出单元与开关模单元调配组合。
操作更简便
◆ 因支柱与油缸活塞为分离式,不接触 ,维修保养容易;
◆ 独立式锁模油缸(不与活动机壁一体铸造)换油封时可整组拆装;
◆ 支柱与锁模油缸活塞为分离式,不接触,互不影响,更换油封时不须拆支柱,更换支柱时不须拆解油缸。

锁模单元
合理空间布局,使用寿命长
◆ 先进的两板式锁模机构,简化装备节约时间,结构紧凑,占地空间更小;
◆ 拉杆与动模板零摩擦,使用寿命更长,对角式布局的两个快速油缸大大提升开合模速度;
精准锁模
◆ 锁模高压建压行程短,起压迅速,锁模力与系统压力成正比,线性好;压力传感器实时监控,锁模力重复精度高;
快速运动机构
◆ 对角分布的快速移模油缸,开合模速度更快,有效缩短周期,使模板在锁模动作时的均匀受力;
◆ 同步式拉杆抱闸装置,抱闸油缸具备缓冲功能,抱闸精确,无冲击;
坚固可靠滑脚
◆ 超长的动模板支撑滑脚,保证模板在使用沉重模具时的精度,提升模具的使用寿命;
高刚性模板设计
◆ 模板高刚性高,不易变形,有利于提升模具寿命和制品成型精度。
注射单元

快速稳定设计
◆ 对角式双射移油缸布局,射台对中性更好,整体射台工作平稳;
低压注射技术
◆ 注射压缩功能,锁模油缸独立控制,实现快速反应的模板平行度控制和注塑压缩成型功能;
高效稳定射台
◆ 射台后板线轨导向,摩擦损耗小,响应速度快,随动性好。
高刚性结构
◆ 拖板式注射结构,结构刚性更好,重心更合理,运行更平稳。

技术参数
|
|
项目
|
单位
|
YT-2200
|
射
出
单
元
|
螺杆直径
|
mm
|
Φ140
|
Φ150
|
|
理论射出容积
|
cm3
|
12463
|
14307
|
|
射出量
|
gram
|
11254
|
13069
|
|
ozs
|
397.0
|
461.0
|
|
射胶压力
|
kg/cm2
|
2061
|
1795
|
|
射出率
|
cm3/sec
|
1100
|
1263
|
夹
模
单
元
|
闭模力
|
metrictons
|
2200
|
|
夹模行程
|
mm
|
1850-2750
|
|
模版最大开距
|
mm
|
3550
|
|
模厚
|
mm
|
800-1700
|
|
大柱内距
|
mm
|
1850*1550
|
|
托模行程
|
mm
|
350
|
电
气
单
元
|
电机马达
|
kw
|
195
|
|
温度控制器
|
(range)set
|
(0-400C)*8
|
|
电热容量
|
kw
|
110.6
|
其
他
|
机械尺寸
|
m
|
14*4.1*3.4
|
|
油箱容量
|
liter
|
3500
|
|
机械重量
|
metric tons
|
120
|
|
最高系统压力
|
kg/cm2
|
170
|
外观优势对比图
灵活布局和紧凑外形尺寸的优势,
可理想地融入您的生产环境中。
以3200吨机台比较缩短25%
|

|
 详细说明
详细说明











